Sheet Metal Experiment
1. Introduction
Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking and can be cut and bent into a variety of different shapes. Countless everyday objects are constructed of the material. Thicknesses can vary significantly, although extremely thin thicknesses are considered foil or leaf, and pieces thicker than 6 mm (0.25 in) are considered plate.
2. Sheet Metal Processing
The raw material for sheet metal manufacturing processes is the output of the rolling process. Typically, sheets of metal are sold as flat, rectangular sheets of standard size. If the sheets are thin and very long, they may be in the form of rolls. Therefore, the first step in any sheet metal process is to cut the correct shape and sized blank from a larger sheet.
3. Sheet Metal Forming Processes
Sheet metal processes can be broken down into two major classifications and one minor classification:
- Shearing processes: Processes which apply shearing forces to cut, fracture, or separate the material.
- Forming processes: Processes which cause the metal to undergo desired shape changes without failure, excessive thinning, or cracking. This includes bending and stretching.
- Finishing processes: Processes which are used to improve the final surface characteristics.
3.1 Shearing Process
1. Punching: Punching is a metal forming process that uses a punch press to force a tool, called a punch, through the workpiece to create a hole via shearing. The punch often passes through the work into a die. A scrap slug from the hole is deposited into the die in the process. Depending on the material being punched, this slug may be recycled and reused or discarded.
Punching is often the cheapest method for creating holes in sheet metal in medium to high production volumes. When a specially shaped punch is used to create multiple usable parts from a sheet of material, the process is known as blanking. In forging applications, the work is often punched while hot, and this is called hot punching. The production rate of this process is very high, making it suitable for industrial purposes.
A die is located on the opposite side of the workpiece and supports the material around the perimeter of the hole and helps to localize the shearing forces for a cleaner edge. There is a small amount of clearance between the punch (upper die) and the lower die to prevent the punch from sticking in the die, creating the hole with less force. The amount of clearance needed depends on the thickness (thicker materials require more clearance) and the hardness of the workpiece, but it is always less than the thickness of the workpiece.
The punch press forces the punch through a workpiece, producing a hole that has a diameter equivalent to the punch, or slightly smaller after the punch is removed. A pressure pad is also used to provide proper pressure on the working sheet.
Figure: Initial Work Sheet
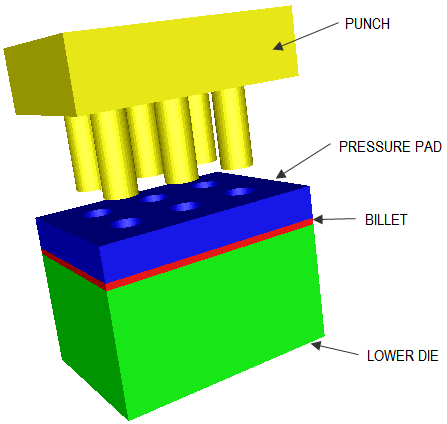
Figure: Punching Operation
Figure: Work Sheet after Punching Operation
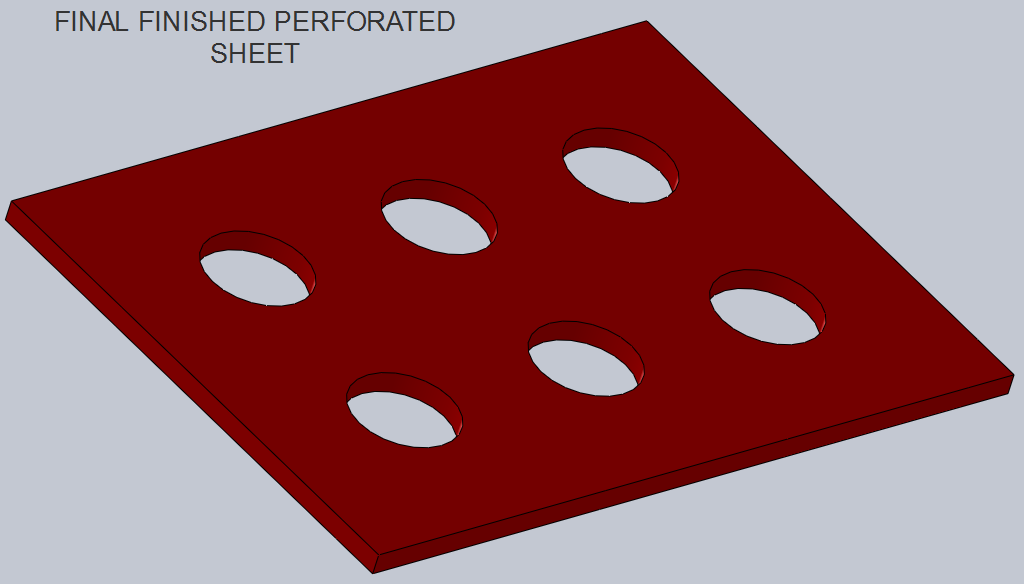
Figure: Final Sheet
2. Blanking: A shearing process using a die and punch where the exterior portion of the shearing operation is to be discarded.
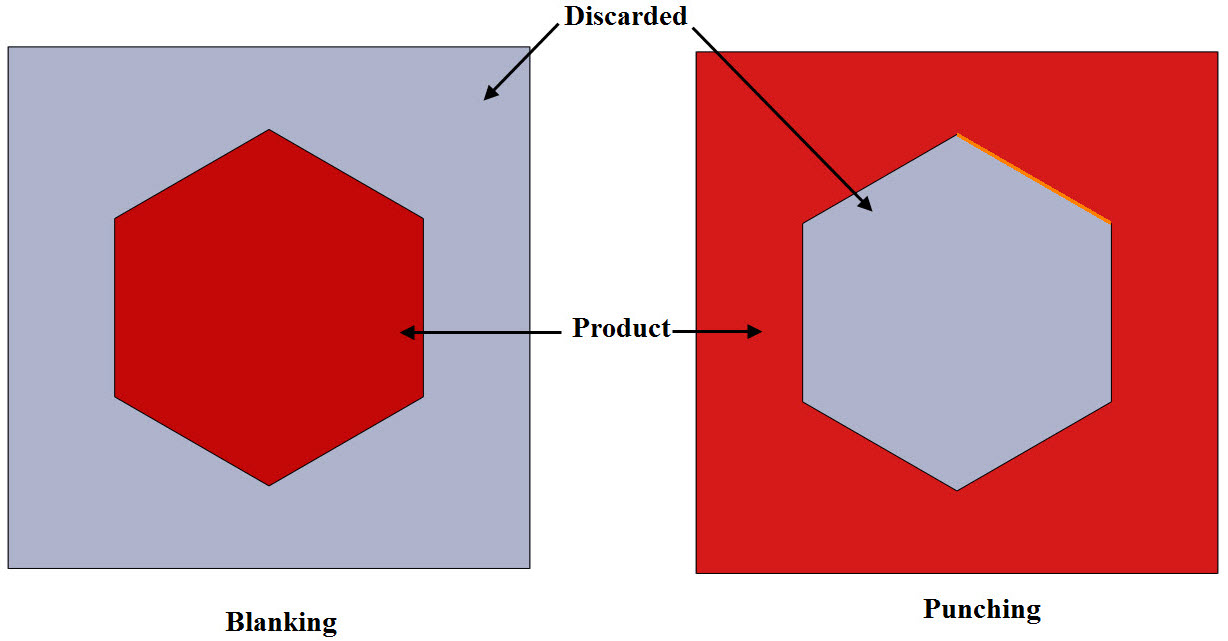
Figure: Shearing Operations - Punching and Blanking
3. Perforating: Punching a number of holes in a sheet.
4. Parting: Shearing the sheet into two or more pieces.
5. Notching: Removing pieces from the edges.
6. Lancing: Leaving a tab without removing any material.
3.2 Forming Processes
3.2.1 Sheet Metal Bending
Introduction: Bending is a manufacturing process by which metal can be deformed by plastically deforming the material and changing its shape. The material is stressed beyond its yield strength but below its ultimate tensile strength. There is little change to the material's surface area. Bending generally refers to deformation about one axis only.
Bending along a straight line is the most common of all sheet forming processes; it can be done in various ways such as forming along the complete bend in a die, by wiping, folding or flanging in special machines, or sliding the sheet over a radius in a die.
Bending is done using Press Brakes. Press Brakes can normally accommodate stock from 1m to 4.5m (3 feet to 15 feet). Thickness can vary significantly. The thickness of the sheet metal is called its gauge.
Bend Allowances: When sheet metal is bent, the inside surface of the bend is compressed and the outer surface of the bend is stretched. Somewhere within the thickness of the metal lies its Neutral Axis, which is a line in the metal that is neither compressed nor stretched.
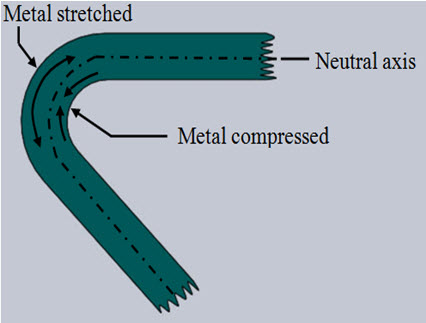
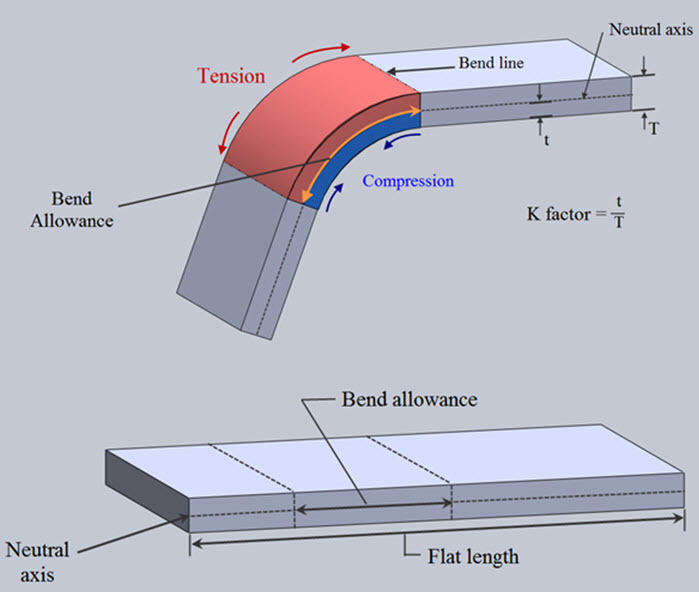
Figure: Tension and Compression in the bend area of the sheet
In practical terms, if we want a workpiece with a 90-degree bend in which one leg measures A, and the other measures B, then the total length of the flat piece is NOT A + B as one might first assume.
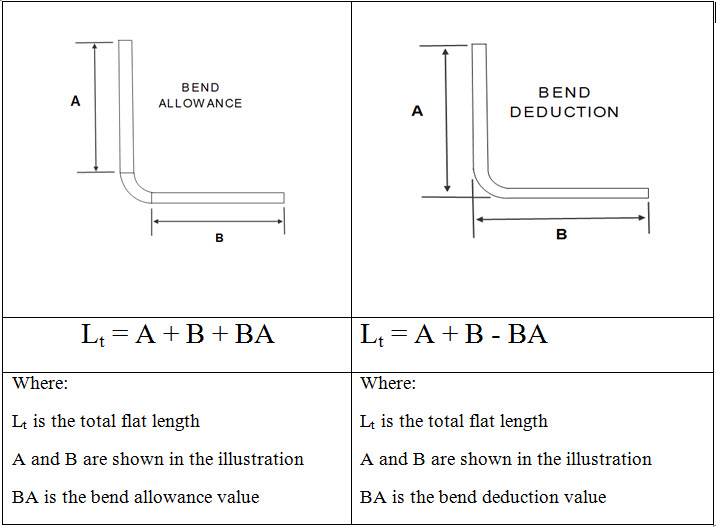
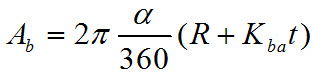
Bending Allowance Formula:
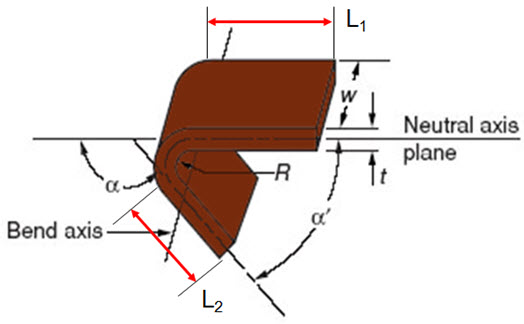
Figure: Bending allowance attributes
Bend Allowance Parameters
Where:
- Ab = Bend allowance
- a = Bend angle
- R = Bend radius
- t = Stock thickness
- Kba = Factor used to estimate material stretching
Kba Values
- If R < 2t**, then **Kba = 0.33
- If R = 2t, then Kba = 0.50
Spring Back: Because all materials have a finite modulus of elasticity, plastic deformation is followed by elastic recovery upon removal of the load; in bending, this recovery is known as spring back. The amount of spring back depends on the material, thickness, grain, and temper. The spring back will usually range from 5 to 10 degrees.
Approximate formula to estimate spring back:
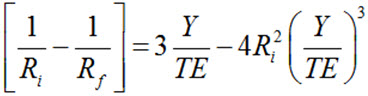
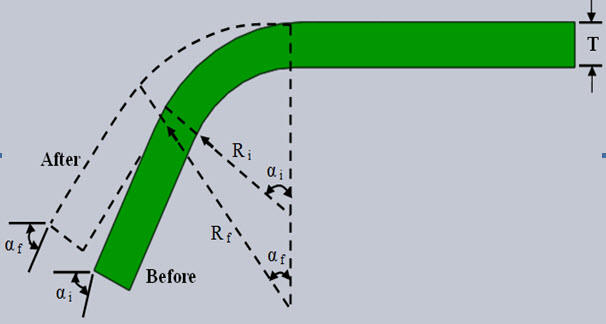
Figure: Spring Back after Bending
Where:
- Ri and Rf are the initial and final bend radii, respectively.
- Y = Yield strength of the material.
- E = Modulus of elasticity of the material.
- T = Thickness of the material.
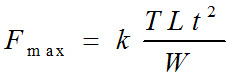
Bending Force Formula: The equation for estimating the maximum bending force is:
Where:
- k is a factor
- T is the ultimate tensile strength of the metal
- L is the Length of sheet metal
- t is the thickness of sheet metal
Types of Bending Processes:
I. AIR BENDING: Air Bending is a bending process in which the punch touches the workpiece and the workpiece does not bottom in the lower cavity. As the punch is released, the workpiece springs back a little and ends up with less bend than that on the punch. In air bending, there is no need to change any equipment or dies to obtain different bending angles because the bend angles are determined by the punch stroke.
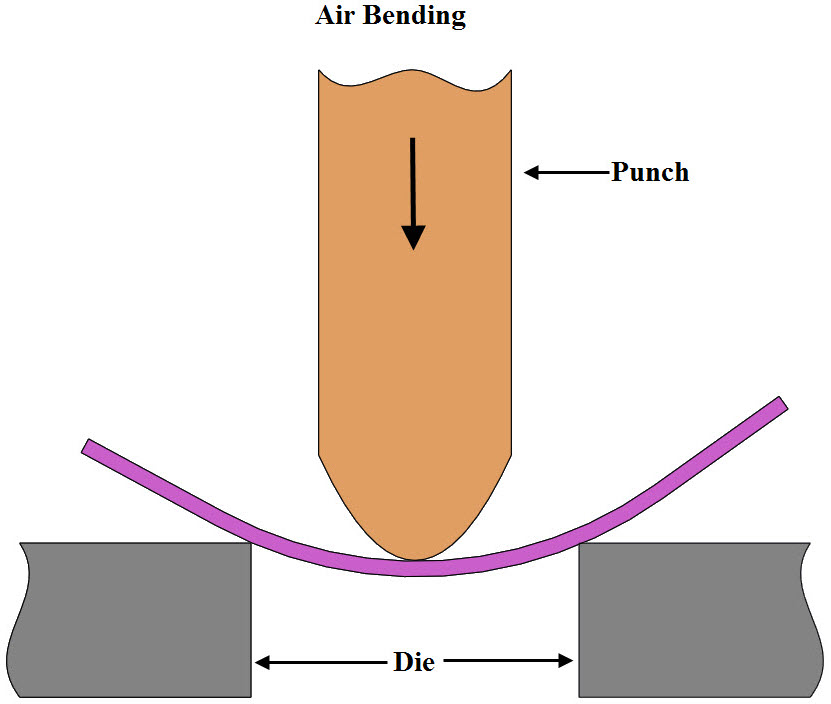
Figure: Air Bending
II. BOTTOMING: In bottoming, the sheet is forced against the V opening in the bottom tool. U-shaped openings cannot be used. Bottoming makes for a controlled angle with very little spring back. The tonnage required is higher than in air bending. The inner radius of the workpiece should be a minimum of 1 material thickness.
III. COINING: Coining is a cold working process similar to forging but takes place at room temperature. It uses great force to deform a workpiece plastically, squeezing the metal while it is confined in a closed set of dies.

Figure: Upper Die & Lower Die
The billet used is a machined thin cylindrical metal (e.g., 100 mm diameter and 10 mm height).
Figure: Billet
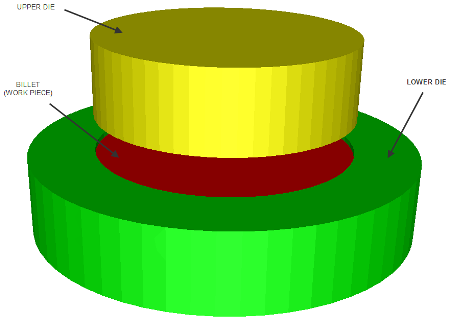
Figure: Coining Process

Figure: Billet after Process

Figure: Final Coin
Beneficial features of coining:
- Reduces surface grain size in some metals.
- Hardens the surface.
- Material retains toughness deep in the part.
- Used for high relief or fine features (coins, medals, buttons).
IV. Bead Forming: Beading is used to form beads at the end of sheets to impart stiffness (by increasing the moment of inertia), improve appearance, and eliminate exposed sharp edges.
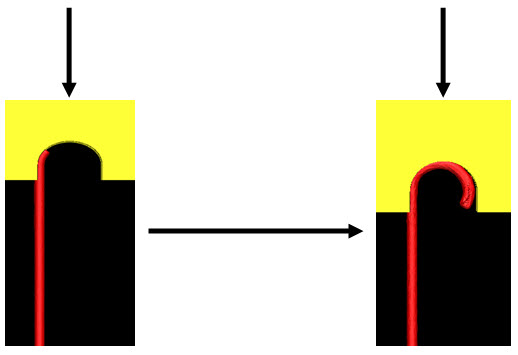
Figure: Beading Operation
- Rod Beading: A groove is cut in the upper die for the movement of the rod.
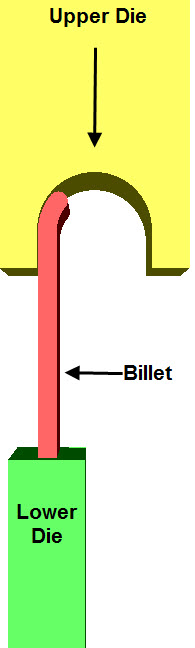
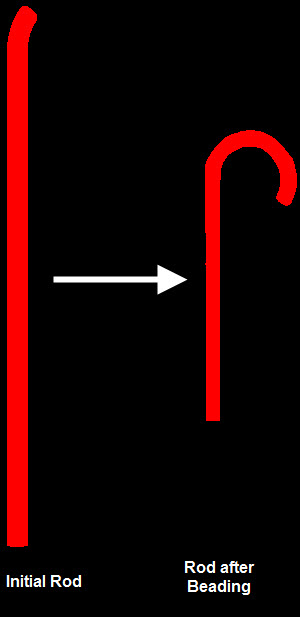
Figure: Arrangement of dies in Beading Process - Sheet Beading: A bead is formed at the end of the sheet.
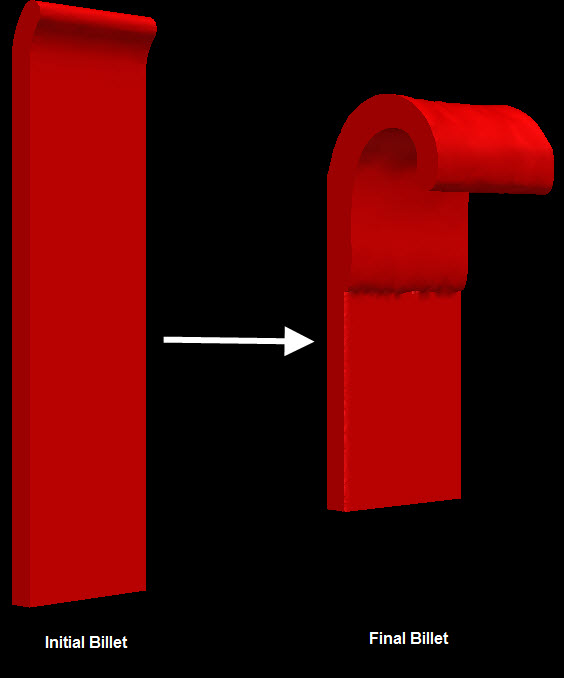
Figure: Initial and final form of the sheet
V. OTHER COMMON TYPES OF BENDING:
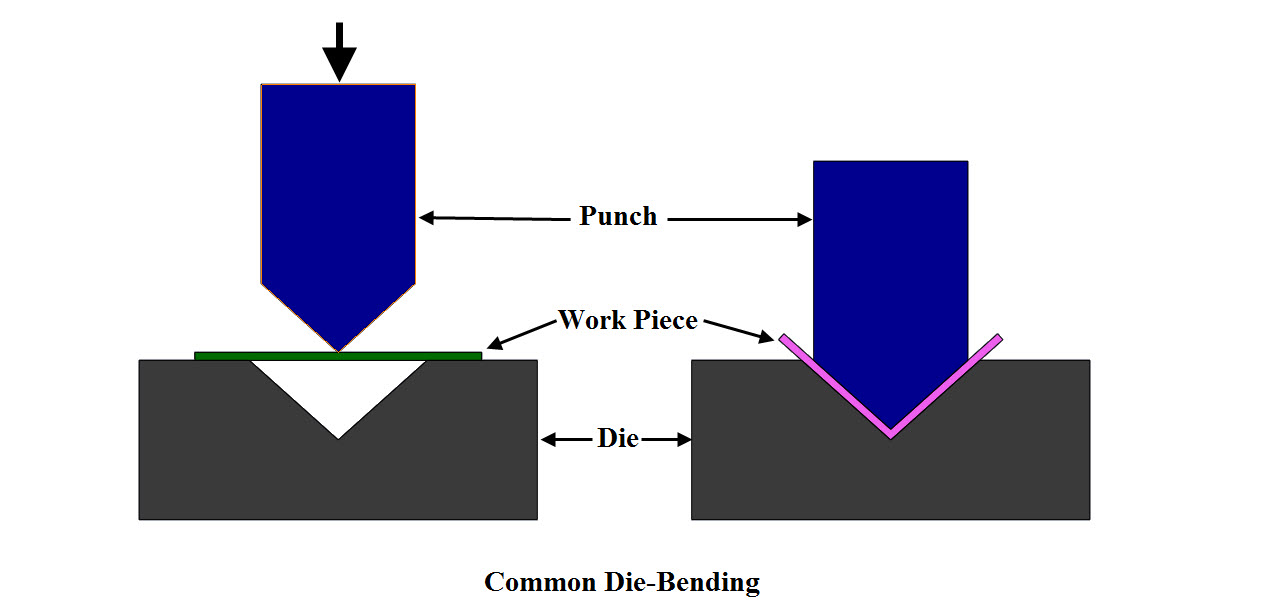
a) V Bending: Clearance between punch and die is constant (equal to thickness). Widely used for sheets 0.5 mm to 25 mm thick.
b) U Die Bending: Performed when two parallel bending axes are produced in the same operation. A backing pad forces the sheet against the punch bottom.
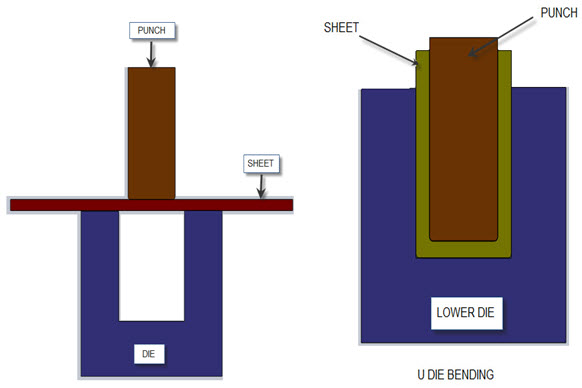
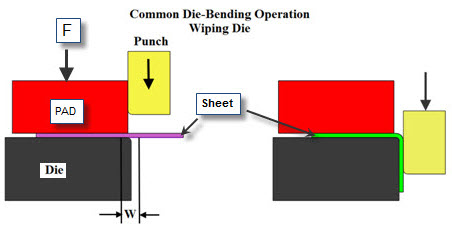
Figure: U Bendingc) Wiping Die Bending: Also known as flanging. One edge is bent to 90 degrees while the other is restrained.
3.2.2 Stretching
Forming process causes the sheet metal to undergo the desired shape change by stretching without failure.
3.2.3 Deep Drawing
A process in which metal sheet is radially drawn into a forming die by the mechanical action of a punch. It is considered 'deep' drawing when the depth of the drawn part is more than its diameter. Industrial uses include automotive bodies, structural parts, and utensils.
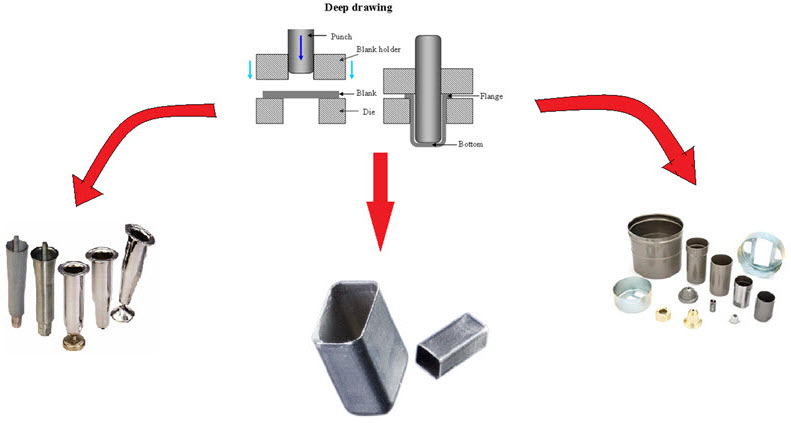
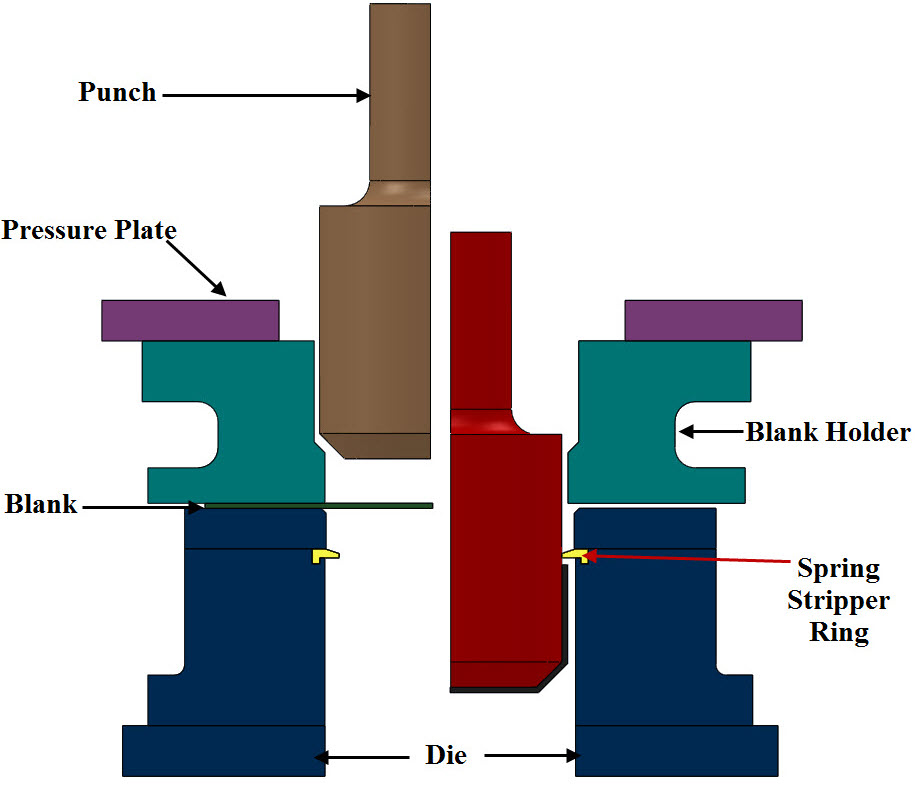
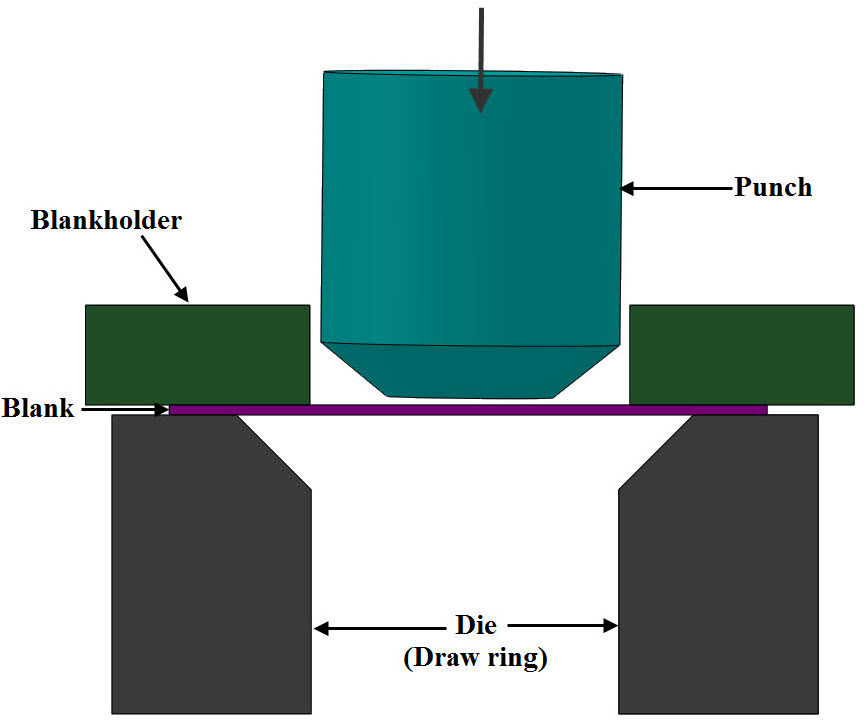
Figure: Schematic of the Drawing process
3.2.4 Roll Forming
A process by which a metal strip is progressively bent as it passes through a series of forming rolls.
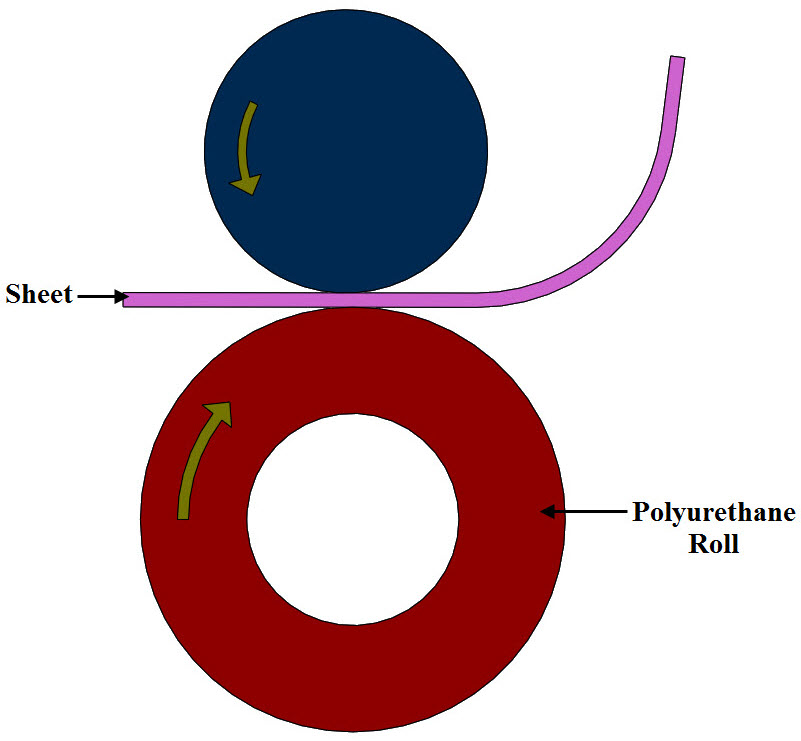
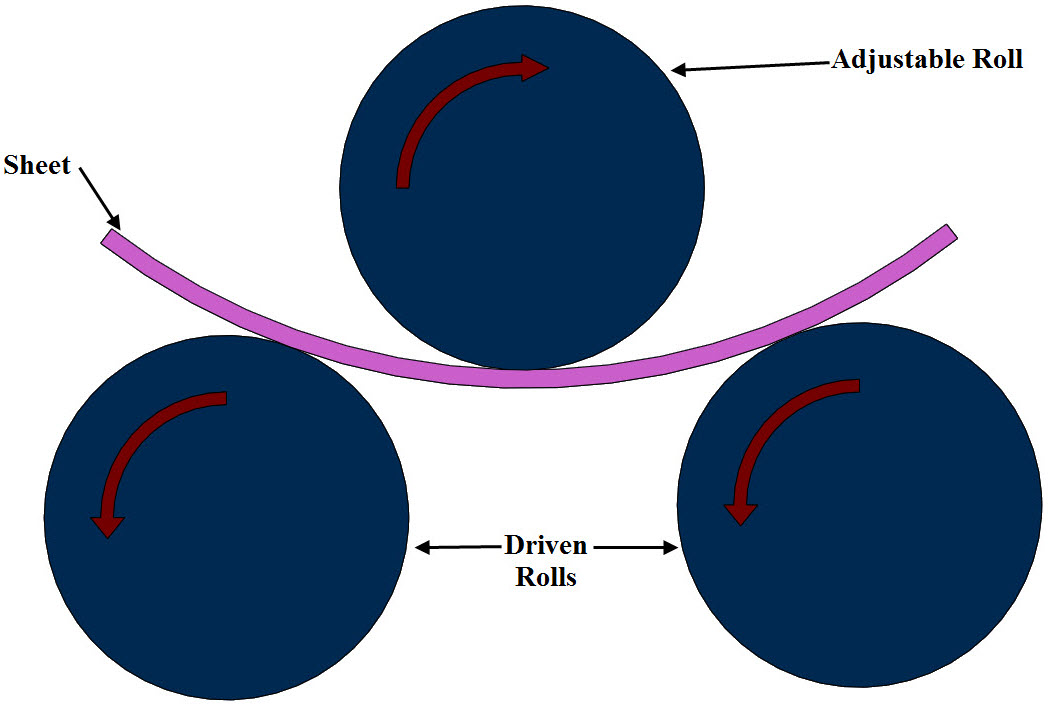
Figure: Various Bending Operations
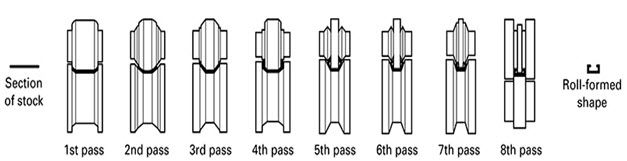
Figure: Eight-roll sequence for the roll forming of a box channel
4. Dies and Punches
- Simple: Single operation with a single stroke.
- Compound: Two operations with a single stroke.
- Combination: Two operations at two stations.
- Progressive: Two or more operations at two or more stations with each press stroke; creates a strip development.
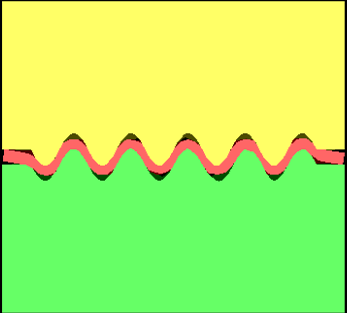
Corrugated Sheet
Most of us are familiar with corrugated cardboards used to make cartons. The same principle applies to corrugated sheet metal roofing. The wave-like pattern (ridges and grooves) gives them extra strength despite being lightweight.

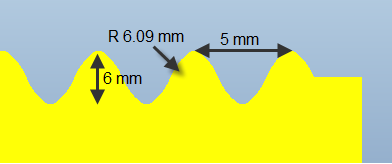
Figure: Corrugated Sheet
Materials:
- Aluminium: Most preferred for residential (inexpensive, lightweight, rust-resistant).
- Stainless Steel: Expensive, often comes with a 'tern' coating for a matte-grey finish.
- Copper: Rust resistant, easy to install, but very expensive.
- Alloys: Strong and durable, but costly.
Advantages:
- Durability: Can last 20 to 50 years.
- Resistance: Treated to resist algae, mildew, rot, rust, and insects.
- Fire Rating: Class A (highest non-combustible rating).
- Lightweight: Reduces load on the roof structure.
Disadvantages:
- Denting: Prone to denting from heavy objects or hail.
- Noise: Rain can be noisy (can be reduced with insulation).
- Maintenance: May scratch, chip, or fade over time.
- Expansion: Care must be taken to provide for thermal expansion.
- Corrosion: Incompatible metals (dissimilar metals) can cause rapid corrosion.
Applications:
- Green houses
- Swimming Pool and Stadium Roofing
- Industrial Roofings
- Building and Construction
Specifications:
- Thickness: 0.76 mm to 1.5 mm
- Colors: Clear, Opal, Bronze, Grey, Green, Blue, and Customized.
- Teeth distance: 5 mm
- Teeth height: 6 mm