
Creep High Temperature Test of Materials
Brief Description of the Equipment/Machine
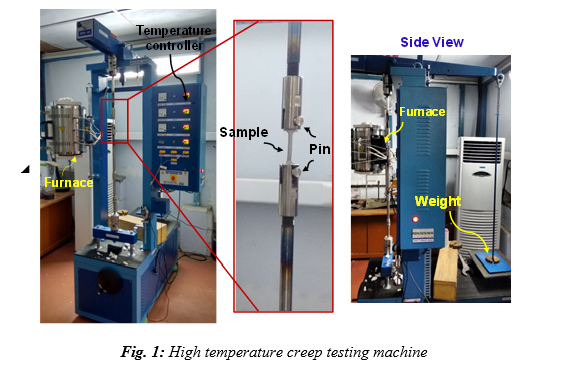
The equipment (from Start Testing Systems) to perform creep testing is shown in Fig. 1. The equipment has a furnace, provision for pin loading and a temperature controller. The image at the center shows the sample loaded with tow pins.
About creep
Creep is defined as the time-dependent and permanent deformation of materials when subjected to a constant load or stress. Creep is observed in all metals, provided that the operating temperature (T) exceeds 0.3 Tm, where Tm is the absolute melting temperature in Kelvin. Creep behavior of a material is the most important consideration for choosing it for high temperature application. Creep rate in fine grained alloys is always higher than that of coarser grained alloys.
Creep Curve
Creep properties of a material are generally determined by means of a test in which a constant uniaxial load or stress is applied to the specimen, which is maintained at high temperature, and the resulting strain is recorded as a function of time. Even if the stress is below yield strength, the specimen deforms and accumulate strain with time. Most tests are of constant load type, which yield information of an engineering nature.
Typical shape of a creep curve is shown in Fig. 2. When the load is applied, an instantaneous strain (ε0) develops in the material and gives rise to the strain at time t = 0. The resulting creep curve consists of three regions, each of which has its own distinctive strain-time feature.
* Stage I or primary creep or transient creep
The material deforms with a continuously decreasing creep rate i.e., the slope of the curve (dε/dt) diminishes with time. Therefore, the effect of strain hardening is more than that of softening (or recovery).
* Stage II or secondary creep or steady state creep
In the secondary creep, the strain rate remains constant, and the corresponding value is minimum. The stain rate is constant due to the balance between strain hardening and softening. This is often the stage of creep that is of longest duration. This is one of the reasons that steady state creep rate is considered as the engineering design parameter in selecting a material for high-temperature applications.
*Stage III or tertiary creep
The strain rate eventually begins to accelerate with time until the material can no longer support the applied stress and fracture occurs at ‘F’. In stage III, voids formation takes place.

Effect of temperature and other parameters
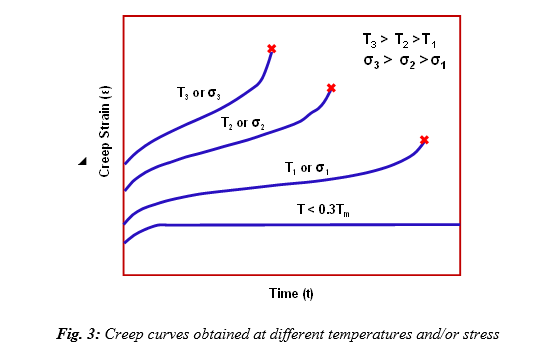
Variations in the shape of the creep curve are caused by (a) extrinsic parameters, such as changes in test temperature and the applied stress (Fig. 3), and (b) intrinsic material parameters such as (i) strain hardening/softening processes (recovery /recrystallization/ precipitate coarsening etc.) and (ii) internal damage processes (cavitation and cracking).
As shown in Fig. 3, higher temperatures and stresses reduce the extent of the primary creep and practically eliminate the second stage, with the result that the creep rate accelerates almost from the beginning of the loading. In contrast, with the decrease in temperature and/or the stress, the first two stages become clearly defined.
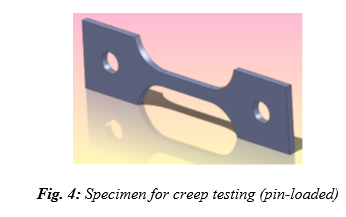
Important parameter and equation:Fig. 4 shows the specimen (pin-loaded) to study the creep behavior of aluminium.
Engineering Stress (N/mm2)= Load (in Kg)*9.81(m/sec2)/(thickness (mm)*width (mm))
Strain () = change in length (mm)/Gauge Length (mm)
Fig. 5 shows creep curves of 2219 aluminum alloy at 458 K (at different stresses) [1] and Fig. 6 shows the creep curve of 316H steel at about 550 Deg C [2]
Fig. 5 Creep curves of 2219 aluminum alloy at 458 K
Fig. 6. Creep curves of 316H Steel
[1] Lingfeng Lu et al., Creep Aging Behavior Characterization of 2219 Aluminum Alloy, Metals, 6 (2016) 146
[2] H. Zhou et al., Determination of Long-Term Creep Properties for 316H Steel Using Short-Term Tests on Pre-strained Material, 45 (2021) 549-560